История популярного русскоязычного казино Vavada начинается с 2017 года. Его деятельность осуществляется по лицензии Curacao, поэтому честная игра и своевременность выплат гарантированы каждому клиенту. Вавада официальный сайт имеет приятный и лаконичный дизайн, выполненный в красно-черных тонах. Все функциональные клавиши подписаны на русском языке, поэтому геймер может быстро сориентироваться и за пару секунд найти необходимую информацию.
Актуальные данные о бонусных предложениях Vavada, текущих и предстоящих промо акциях, турнирах транслируются на главной странице. Там же рекламируются популярные видеослоты, которые чаще всего запускаются клиентами Вавада казино. Для перехода в игровые разделы достаточно нажать на соответствующие кнопки – «Слоты», «Live игры», «Турниры», «Столы». Вверху веб-сайта размещены клавиши для регистрации и авторизации. Для ознакомления с перечнем провайдеров и платежных сервисов достаточно проскролить главную страницу казино Вавада к низу. Там же есть переключатель языка интерфейса и кнопка «Написать нам» для связи со специалистами технической службы.
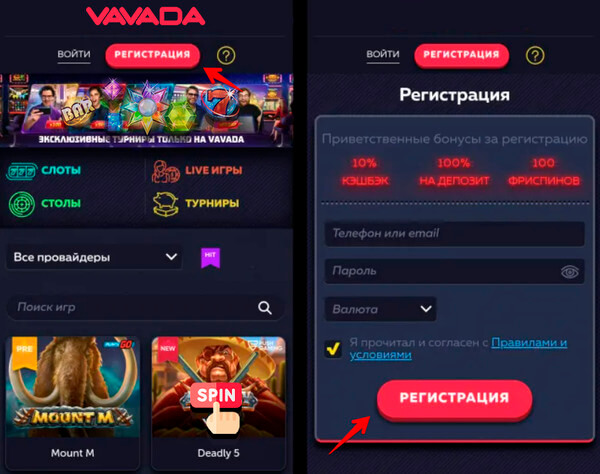
Зарегистрировать аккаунт в Vavada casino имеют право совершеннолетние пользователи из разных государств. Среди них такие страны как Украина, Польша, РФ, Беларусь. Создание профиля подразумевает заполнение небольшой анкеты. Эта процедура занимает всего несколько минут. Посетителю Вавада требуется:
Перейти на сайт развлекательного портала Вавада (можно и с мобильного телефона).
Вверху страницы кликнуть на кнопку «Регистрация».
Указать E-mail или номер телефона (на выбор).
Придумать пароль (предлагается сгенерировать автоматически надежную комбинацию букв и цифр).
В Vavada регистрация представляет собой обязательную процедуру для всех тех, кто хочет ставить реальные деньги в игровых автоматах (Live-играх в том числе). Это связано с тем, что доступ к полному функционалу и игротеке виртуального клуба открывается только после создания профиля.
Верификация в Вавада казино не является обязательной. Однако администрация вправе в любой момент запросить у игрока пакет документов для идентификации его личности. Именно поэтому при заполнении профиля важно указывать достоверную информацию. Она должна совпадать с паспортными данными.
Играть в игровые автоматы
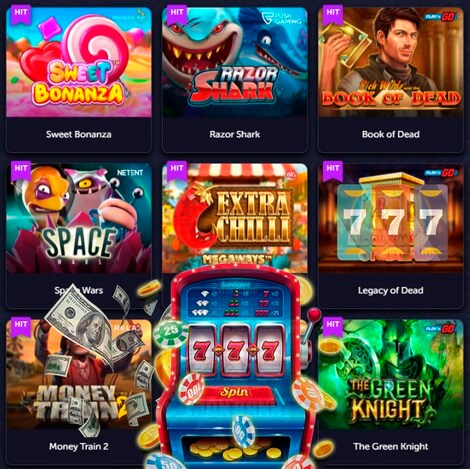
Более 2 300 наименований – именно столько азартных игр в Вавада казино. Ассортиментный ряд постоянно дополняется новинками и обновленными версиями ранее выпущенных видеослотов. На сайте Vavada представлены развлечения от брендов мирового уровня – Betsoft, Amatic, Igrosoft, Red Tiger, Playson, Endorphina. Однако интернет-клуб не останавливается на достигнутом и всегда открыт для сотрудничества с менее популярными, но перспективными брендами. Уже сейчас в каталоге игр можно найти разработки от Stakelogic, Print Studios, PG Soft, Turbo Games, Fantasma. Они реализуют новые идеи и смелые решения в своих азартных разработках, поэтому в казино Вавада играть онлайн становится еще интереснее и прибыльнее.
Слоты Vavada – наиболее многочисленная категория игр с отличительными правилами, функционалом и техническими характеристиками. Они выполнены на различные тематики (спорт, мистика, фэнтези, фрукты, праздники, космос, приключения, древние цивилизации), поэтому каждый посетитель подберет онлайн-развлечение с интересующими его параметрами. Во время выбора важно учитывать и технические показатели – уровень дисперсии и RTP. Эти два параметра неразрывно связаны и напрямую влияют на сумму выигрышей, которые геймер Vavada сможет получать после удачных прокруток барабанов.
Деморежим
Демо-режим – это один из форматов игрового процесса в интернет-клубе Vavada. В первую очередь он полезен для новичков, хотя и геймеры с опытом не упускают возможности поиграть бесплатно. На это есть несколько причин. Демонстрационный режим в Вавада позволяет:
изучить правила и технические характеристики интересующих видеослотов;
разобраться в принципах формирования оплачиваемых сочетаний;
узнать больше о функционале и дополнительных опциях новых автоматов;
ознакомиться с коэффициентами выплат для символов и спрогнозировать размер будущих выигрышей;
проработать личную тактику игры с учетом всех особенностей игрового процесса.
Для демо-режима не установлены временные рамки, поэтому клиент Вавада вправе играть бесплатно столько, сколько сочтет нужным для себя.
Играть на деньги
Каким бы увлекательным и интересным не был бесплатный режим, он все же имеет один существенный недостаток – выплата условных выигрышей, без возможности их снятия. Именно поэтому после создания профиля многие клиенты Вавада поскорее стремятся перейти к игре на реальные деньги. Только в таком режиме можно рассчитывать на получение настоящих выигрышей, сумма которых напрямую зависит от размера стартовой ставки игрока.
Не менее важным для геймеров есть и возможность испытывать ощущение риска в процессе платной игры. Это побуждает их к тому, чтобы играть на деньги в еще большее количество игровых автоматов Вавада различных типов и тематик. Согласно отзывам многих пользователей виртуального клуба чаще всего для запуска в режиме на деньги выбираются такие слоты:
Название
Провайдер
Год выпуска
RTP
Дисперсия
Максимальный выигрыш
Book Of Shadows
Nolimit City
2020
94,09%
Высокая
х30338
The Dog House Megaways
Pragmatic Play
2020
95,53%
Высокая
х12305
Crystals Digger
Belatra Games
2021
90,39%
От средней к высокой
х2 000
Cashpot Kegs Big Win
Kalamba Games
2022
95%
Высокая
х50 000
Book Of Toro
ELK Studios
2021
95%
От средней к высокой
х10 000
Wanted Dead Or A Wild
Hacksaw Gaming
2021
94,55%
Высокая
х12 500
Важно учесть, что в строке «Максимальный выигрыш» указан только максимально допустимый коэффициент. Сумма выплаты в денежном эквиваленте напрямую зависит от размера ставок, с которыми предпочтет играть геймер Vavada.
Vavada зepкaлo
Не всегда есть возможность полноценно играть в Вавада казино из-за периодических блокировок основного веб-ресурса. Оптимальным решением в такой ситуации станет использование Vavada зеркала. Это запасной сайт, который в точности повторяет функционал главного игрового портала. Отличие – в другом доменном имени и незначительные изменения в дизайне. Однако это никак не влияет на игровой процесс. Вавада зеркало обеспечивает доступ к персональному кабинету, позволяет выполнять операции с финансами (ввод и вывод денег), получать бонусы, использовать промокоды и участвовать в промо-мероприятиях.
Зеркальные сайты недолговечны и тоже периодически блокируются. В связи с этим рекомендуется следить за обновлением их линков, чтобы в любой момент скопировать ссылку на рабочее зеркало и при необходимости воспользоваться ею.
Бeздeпoзитный бoнуc в кaзинo зa peгиcтpaцию
В рамках бонусной программы для клиентов виртуального клуба Вавада предусмотрены выгодные поощрения. Одно из предложений – Vavada 100 бесплатных вращений. Это бездепозитный тип бонуса, который выдается новым пользователям за создание профиля на сайте. Сразу после регистрации серия фриспинов начисляется игроку. Они доступны для использования в онлайн-слоте Razor Shark от компании Push Gaming.
Бесплатные спины важно использовать с фиксированной ставкой. Ее размер указан в описании к бонусному предложению (подробнее можно почитать в разделе «Бонусы»). На сумму выигранных средств распространяется вейджер х20. Условия его отыгрыша обязательны для выполнения. Затем отыгранные деньги можно оформить на вывод. Примечательно, что лимиты для максимальной суммы прибыли для Vavada бездеп-бонуса отсутствуют.
Мoбильнaя вepcия сaйтa и приложение казино
Портативные девайсы – незаменимые атрибуты в жизни современного человека. Именно поэтому совсем не удивительно, что разработчики предусмотрели для онлайн казино Вавада адаптивную версию под айфоны, смартфоны и телефоны с ОС Android и IOS. Ее главные преимущества – удобство использования, мобильность, функциональность и доступность в любом месте.
Мобильная версия имеет такие же возможности, как и полный вариант виртуального клуба. Она адаптируется под экраны гаджетов с разным расширением и позволяет запускать игровые аппараты в горизонтальном или вертикальном положении. Качество изображения при этом не страдает. Благодаря мобильному казино Vavada появляется шанс играть в видеослоты без привязки к стационарному ПК и определенной геолокации. Это очень удобно в условиях ускоренного темпа жизни многих геймеров.
Кроме адаптивной версии технические специалисты разработали и скачиваемый вариант – мобильное приложение Вавада. Оно подходит для устройств, работающих на платформе IOS и Андроид версий 4.0 и выше, хотя на более старых моделях тоже функционирует корректно и без багов. Скачивать специальный клиент рекомендуется с проверенных источников – официального сайта Вавада или в специальных магазинах приложений (PlayMarket, AppStore). Загрузка выполняется бесплатно и максимально быстро (понадобится несколько минут). После завершения инсталляции программа Vavada может использоваться геймерами. Для ее запуска нужно только кликнуть два раза правой клавишей мыши на ярлык, который появится на рабочем столе смартфона или телефона.
Саппорт
Для связи с представителями службы технической поддержки клиентам Вавада казино следует перейти на официальный сайт, проскролить стартовую страницу и в самом низу нажать на функциональную клавишу «Написать нам». Затем в дополнительном окне появится небольшая форма для заполнения. В предложенных полях нужно указать имя, E-mail и кратко описать суть вопроса. Время ожидания – до 24 часов, хотя по факту операторы отвечают значительно быстрее.
Обеспечить оперативную связь с техподдержкой Vavada может номер горячей линии или онлайн-чат. Квалифицированные менеджеры компетентны во всех вопросах, поэтому с радостью проконсультируют касательно особенностей регистрации, пополнения баланса, оформления заявок на снятие выигрышей. Операторы также оказывают всестороннюю поддержку во время решения вопросов технического характера (проблемы со входом на сайт, представление рабочих линков на зеркала). Перед обращением к саппорту Вавада казино дополнительно рекомендуется изучить раздел «FAQ». Возможно, именно здесь удастся найти ответ на волнующий вопрос.
Сильные стороны Вавада казино
Ежедневно официальный сайт Vavada посещают тысячи игроков из разных стран. Это не случайно, ведь в виртуальном клубе созданы все условия для прибыльного и комфортного гэмблинга. Среди главных преимуществ Вавада казино следует отметить:
быструю регистрацию за пару минут;
бездеп-бонус новичкам за создание профиля;
до 100% депозитные поощрения с минимальными требованиями вейджера;
наличие мобильной версии и скачиваемого приложения Vavada;
огромную игротеку, которая включает свыше 2 300 наименований игр разных типов и тематик;
программу лояльности для активных игроков;
поддержку различных методов оплаты для проведения платежей в Вавада.
Повышенное внимание администрация Vavada уделяет безопасности игроков, честности и надежности игрового процесса. Именно поэтому регулярно обновляются брендмаузеры, вносятся правки в Политику конфиденциальности, используются современные методы SSL-шифрования для защиты данных всех клиентов Вавада. Достаточно изучить о Vavada отзывы других пользователей, чтобы убедиться – это честный онлайн-клуб с прозрачными условиями игры, своевременными выплатами и большими показателями RTP для выигрышей.